| 命令 : G05 パレタイジング動作 | ||||
| 書式 : G05 , m , H , Xn , Yn , [ Bp ] , [ Mp ] , [ r ] m:動作モード(0〜2) H:マトリックス原点座標の位置番号 Xn:X軸移動回数(1〜9999) Yn:Y軸移動回数(1〜9999) Bp:定点でのサブプログラム番号(16〜99) Mp:マトリックス上でのサブプログラム番号(16〜99) r:汎用レジスタ番号(0〜63) |
||||
| 機能 : パレタイジング動作を行います。 | ||||
| 解説 : X軸とY軸のインデックス量の設定によるパレタイジング動作を行います。 動作モードは、mによって指定します。3種類の動作モードをサポートしています。 定点およびマトリックス上の各点でサブルーチンを呼び出すことができますので、各停止位置で加工や搬送対象物の脱着などの動作を行えます。またこのサブルーチンによりパレタイジング動作を途中で中止させる事も出来ます。(rで指定したレジスタが0以外の値を取ると中止します。従いましてこの命令を実行する時rで指定したレジスタは0にセットされますので注意してください) XnもしくはYnの指定を1としますと、1を指定した軸は動作せず他の軸のみのパレタイジング動作(1軸のみ)を行います。 |
||||
動作例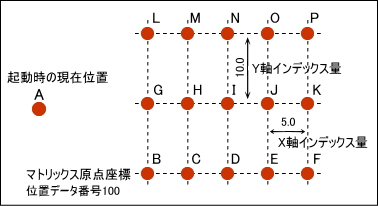 動作モード0のパレタイジング動作をします。
位置決めの順は以下の通り A → B → A→ C → A → D → A → E → A → F → A → G → A → H → A → I → A → J → A → K → A → L → A → M → A → N → A → O → A → P → A |